|
 |
|
Home |
Consulting |
Training |
Expert Witness |
Failure Analysis |
Design Review |
Corrosion Test |
Corrosion Software |
Protective Coatings |
Materials Selection |
Cathodic Protection |
>>> |
Corrosion Consulting Services
|
|
WebCorr has NACE certified Corrosion Specialist providing professional corrosion advisory services, corrosion diagnosis, corrosion failure analysis, cathodic protection design, materials selection, corrosion testing & monitoring, independent review of design & report, corrosion prediction and corrosion modeling software and services, and corrosion consulting in matters related to corrosion, materials, metallurgy, paints & metallic coatings including thermal spray metalizing, galvanizing, phosphating, electroplating, electroless plating, mechanical plating, anodizing, and chromating.
If you have a corrosion problem and no one can help, you can come to WebCorr, the Corrosion Clinic.
See below for details on our corrosion consulting services:
|
|
|
-
Corrosion consultancy and corrosion advisory
services on corrosion related issues.
-
Corrosion diagnosis and trouble-shooting
of process-related corrosion issues.
-
-
Third-party review of designs, drawings and technical specifications to identify potential corrosion risks, the compatibility of materials,
the different forms of corrosion and their mitigation methods.
-
Third-party reviews of specifications on materials, processes and coatings to identify any clauses that may
lead to potential dispute, arbitration or litigation among the parties involved. Corrosion liability can be avoided through proper specifications.
-
Third-party review of contracts to identify potential corrosion liabilities and advices on how to deal with them.
-
Technical bid evaluation support and third party independent corrosion studies.
-
Corrosion simulation, corrosion prediction, and corrosion modeling of the effects of process conditions and process parameters on corrosion.
-
Development and independent review of corrosion design basis memorandum (CDBM)
-
Development and independent review of corrosion control documents (CCD) and corrosion control manuals.
-
Formulation and independent review of corrosion management plan (CMP), corrosion control philosophy, corrosion monitoring plan and philosophy, Material Selection Guide (MSG), Material Selection Diagram (MSD) and Material Selection Summary Table (MSST).
-
Materials and coatings selection, inspection, performance evaluation, and assessment of remaining life.
-
Quality assessment of anodized aluminium (anodic coatings), chromate and phosphate coatings.
-
Optimization of process parameters in anodizing and plating operations.
-
Measurements of impedance and or admittance of anodized aluminum in accordance with relevant industry standards such as ASTM, BS, DIN,
ISO and JIS.
-
Life prediction of materials, components, structures, paints, metallic coatings including thermal spray metallizing, galvanizing, anodizing, chromating, phosphating, electroplating, electroless plating, mechanical plating, and sheradizing.
-
Failure analysis of materials, paints & metallic coatings including thermal spray metallizing, galvanizing, anodizing, chromating, phosphating, electroplating, electroless plating, mechanical plating, and sheradizing.
-
Independent 3rd party verification/validation of modeled/predicted corrosion growth rates. In CO2 corrosion modeling, there is no such thing that one model fits all pipeline conditions. It is simply wrong for a contractor/consultant to use one (1) modeling software for all clients and all pipeline conditions. At WebCorr, our NACE certified Corrosion Specialist will validate your modeled/predicted corrosion growth rates using properly selected models, laboratory test results and field data in the literature. Our verification/validation report will come complete with all supporting data and reference documents. If necessary, we can train your engineers on CO2 modeling. Click the link below to see details on our 5-day training course on CO2 modeling:
CO2 Corrosion Modeling for the Prediction of Internal Corrosion in Oil Gas Pipelines and Production Tubing.
-
Expert witness and support in litigation and arbitration matters related to corrosion, materials, metallurgy, paints & metallic coatings including thermal spray metallizing, galvanizing, anodizing, chromating, phosphating, electroplating, electroless plating, mechanical plating, and sheradizing or diffusion coating.
Service Quality Guarantee
- Why You Need Your Corrosion Consultant to Have NACE Certification
NACE Certified Corrosion Specialist:
The highest level of certification; your guarantee of the highest quality of services.
What does it take to become a NACE certified Corrosion Specialist?
NACE stands for National Association of Corrosion Engineers (USA). It is the largest corrosion professional institution in the world. With reference to the Corrosion Specialist certification, the
NACE certification document states that:
NACE Institute's highest level of certification, the Corrosion Specialist certification is geared towards very experienced corrosion control personnel, with broad and extensive expertise, in both the theory and practice of multiple areas of corrosion and corrosion control
The hierarchy structure of NACE certification is shown below:

The highest level of certification by the world's largest corrosion professional institution is your best guarantee of the highest quality of services you can expect from WebCorr Corrosion Consulting Services.
Corrosion consultants with NACE certification at the Corrosion Specialist level can accurately and efficiently help you solve your corrosion problems.
Read this story on the misdiagnosis of Stray Current Corrosion.
Back to Top
Go to Examples
|
|
Typical Corrosion Consulting Services Provided to
Clients: |
-
Assessment of the susceptibility of suction scrubber vessels to hydrogen induced cracking (HIC) under different process conditions.
-
Assessment of the impact of a change in carbon equivalent (CE) value from 0.43 to 0.45 on the risk of hydrogen induced cracking (HIC).
-
Assessment of the requirement for HIC testing under NACE TM0284 (CLR, CSR and CTR)
-
Corrosion failure analysis of SA285 steel plate in an industrial waste water tank.
-
Corrosion failure analysis of stainless steels and alloys in seawater reverse osmosis (SWRO) desalination plant.
-
Design of cathodic protection system for reinforced concrete structure.
-
Review of coatings and galvanizing specifications for offshore corrosion protection of pipework
onboard a FPSO.
-
Design review and development of a corrosion monitoring plan and philosophy for a FPSO.
-
Literature search and supply for a multinational oil & gas company on the corrosion resistance of steels and alloys in specified environments under specific conditions.
-
Materials selection and corrosion testing for a multinational pharmaceutical company.
-
Review of designs for an overseas company on the compatibility and suitability of materials specified in a heat exchanger.
-
Corrosion failure analysis of HRSG tube in a power plant.
-
Corrosion diagnosis and corrosion analysis of an aircraft engine component.
-
Corrosion diagnosis and failure analysis of overhead power cables in a DC rail system.
-
Corrosion diagnosis and failure analysis of a 316L stainless steel plug and seat valve used in a chemical process plant.
-
Expert witness in the corrosion of stainless steel assembly.
-
Expert witness in corrosion of stainless cladding in buildings.
-
Expert witness in the corrosion of stainless steel chains.
-
Expert assistance in the corrosion of hot-rolled and cold-rolled steel
plates.
-
Expert witness in the corrosion of silver coatings on mirrors.
-
Expert witness in the corrosion of steel pipe piles.
-
Expert witness in the corrosion of a lamppost.
-
Expert Witness in electroless plating processes.
-
Expert witness in the corrosion of intermediate container boxes (ICBs).
-
Expert witness in the corrosion of copper tubes.
-
Corrosion analysis and life prediction of a galvanized roof in an
industrial area.
-
Corrosion analysis and life prediction of roof deck assembly.
-
Corrosion inspection and assessment of low pressure and high pressure feedwater heaters in a power plant.
-
Assessment of design and failure analysis of military vehicles.
-
Corrosion analysis and metallurgical examination of a cast iron wedge gate valve.
-
Corrosion analysis of copper pipe pitting in the living quarters on an offshore platform.
-
Corrosion analysis of copper pipe cracking in hot tap water system in a residential building.
-
Corrosion inspection, and assessment of an underground ductile iron sewer pipe.
-
Corrosion inspection and metallurgical analysis of boiler tubes onboard a ship.
-
Investigation of Microbiologically Influenced Corrosion (MIC) of an underground water pipe.
-
Advisory, design and training on corrosion sensors for marine concrete structures.
-
Life prediction of a titanium nozzle used in a chemical process plant.
-
Inspection and corrosion diagnosis of a 316L stainless steel air-receiver.
-
Assessment of damage to fresh water tank coatings due to sea water flooding onboard a ship.
-
Corrosion of an Inconel 600 alloy in a gas scrubbing installation.
-
Assessment of the corrosion resistance of gold and gold-PTFE plating in printer inks.
-
Evaluation of the shelf life and the corrosion resistance of Al-based wafer in process chemicals.
-
Corrosion evaluation of Hastelloys (B, B2, C, C4, C-276, C22) in waste chemicals.
-
Corrosion resistance of aluminum in hot saline waters.
-
Failure analysis of 316 stainless steel cast components on hanging facade.
-
Corrosion consulting: root cause analysis of condenser tube failure.
-
Corrosion
failure analysis of aluminium panels in architectural applications.
-
Material compatibility study of galvanized steel and coated aluminum.
-
Corrosion consulting service: failure analysis of 46" flue gas pipe (Hastelloy C-22).
-
Expert witness in corrosion of copper tubing.
-
Corrosion consulting service: failure analysis of fire sprinkler pipe.
-
Failure analysis of 316L stainless steel piping handling acetic acid in a chemical processing plant.
-
Analysis analysis of fluorocarbon coating on anodized aluminum.
-
Life prediction of aluminum and stainless steel galvanic couple in highway structures.
-
Corrosion consulting service: prediction of remaining life and time-to-perforation of the superstructure and hull plates of a shipwreck.
-
Corrosion
consulting service: estimation of the age of corrosion damage in aircraft fuel tanks.
-
Corrosion
consulting service: analysis of corrosion damage in aircraft engine component.
-
Design guidelines for corrosion prevention in liquid cooling systems for power electronics.
-
Corrosion modeling and life prediction of cold plates for power electronics cooling.
-
Corrosion modeling and life prediction of heat sinks for power electronics cooling.
-
AC Corrosion modeling and life prediction of heat sinks for power electronics cooling.
-
Materials selection and corrosion risk assessment in liquid cooling systems for power electronics.
-
Stray current corrosion of rail fasteners.
-
Cooling tower water corrosion - the impact of water velocity and chemistry.
-
Corrosion life prediction of aluminum tubes in process cooling water system.
|
|
Examples:
[1] [2]
[3] [4]
[5] [6]
[7] [8]
[9] [10]
[11] [12] |
| |
1. Corrosion Advisory & Independent Review of Reports and Documents
|
Sent: Friday, May 14, 2004 4:43 PM
Subject: Seeking for Independent Review
We need your independent review on the topics shown below. Pls take a look at it and justify on how soon you can give us the review in writing. Also pls let us know what are the charges for this review. If you need further information to justify any thing, pls let me know. I'll also send you the thesis extract later on since i'm still preparing some extract of it. However, i've also attached a part of it in the word document.
A. We need your professional view on the following:
(1). Deposition of scale is expected to occur after only about 200 to 400 hours of chiller operation.
(2). Hence, based on 12 hours daily operation 365 days per year, we can work
out that the BEST PRACTICE to do manual cleaning is 22 times/year.
B. For Anodic Corrosion Effect in condenser tubes. We need your professional
view on the following (please refer to my powerpoint slides attached)
(1). How serious is Anodic Corrosion effect on the normal operation of the condenser tubes?
(2). For heat exchanger / condenser tubes maintenance, what do you think
is the best method / strategy in preventing fouling and scaling?
(3). Our company has developed an automated heat exchanger cleaning system
for the prevention of fouling and scaling. You can check out our website
at [removed]
to have a basic understanding of the system. We need your
independent review of our system as compared to systems available in the market. If you need further information to justify, please let us know.
C. The normal life of industrial chiller is quoted to be around 15-20 years as
referenced to the following materials [removed].
How reasonable is this statement in the context of local and overseas environments?
Thanks. Best Regards,
[name removed]
Back to Top
Back to Examples
|
|
2. Corrosion Diagnosis & Corrosion Advisory on Green Water Problem
|
Sent: Wednesday, August 2, 1995
10:01 AM
Subject: [name removed]
Medical Centre
Mr. [name removed] has asked us to give reasons and if possible solutions for a green water problem at the above Medical Centre.
(1) Copper Tubes are used throughout the hospitals
(2) Only 5 outlets show green water
(3) Water is supplied from a fully covered fibre glass tank.
(4) P.U.B. tests are enclosed, and the Cu looks high (is it really high?) but bacterial count is nil.
Can you give us a quick response to satisfy Mr. [name removed] and [hospital name removed]?
Call me if you need any more detail.
Regards,
[name removed]
Back to Top
Back to Examples
|
|
3. Review of Designs/Drawings
|
Subject: Design Consultancy Enquiry
Date: Wed, 8 Sep 2004 18:09:06 +0200
Dear Sirs,
we are interested in contracting your services for an independent design consultancy review for two industrial shell and tube heat exchangers (AET type). These shell and tube heat exchangers are being supplied by our Company, [name removed] (Engineering Contractor Company), and the final Client is [company name removed].
In order to give you a brief idea, the materials in question are:
- Tubesheets: Carbon Steel titanium cladded from the tube side process and bundle cage in SS 316 L ( SS 316 L baffles, tie rods ,spacers, sealing strips and bundle runners instead of carbon steel ).
- Tubes: Ti
- Baffle plates: SS316 L
- Process shell side fluid: Hydrogen (Wet Sour/HIC Service)
- Tube side fluid: Sea Water
- Shell Material: KCS HIC Resistant (Full details such as datasheets, specifications and drawings will be provided later).
The consultancy would consist of a design review of this equipment with particular regard to material choice for tubes, baffles and tubesheets with respect to the possibility of galvanic corrosion and/or hydrogen embrittlement cracking between tubes, baffles and tubesheet materials owing to the design conditions and process fluids. We would appreciate it if you could provide us with a quotation and/or indicate your standard rates for this type of consultancy including the delivery date for your final technical report.
We look forward to hearing from you.
Best Regards,
[name removed] Project Engineer [company
name removed], Heat Transfer Division
Madrid (Spain)
Back to Top
Back to Examples
|
|
4. Corrosion Advisory & Corrosion Diagnosis
|
RE: Seeking your professional advice
I am [name removed] from M/s [name
removed] Pte Ltd. I recently attended your course ( dated 14th
& 15th Sept 04). I can be contacted at the following numbers - Office: [removed] ; Mobile:[removed].
I would appreciate that if you could let me have your valuable advice on the causes of corrosion A.S.A.P as this coming Monday (4-10-04), I will be attending the meeting by 11am. Your kind assistance and co-operation is much appreciated. ( Kindly refer to the attached letter and photographs).
Thank You.
|
|
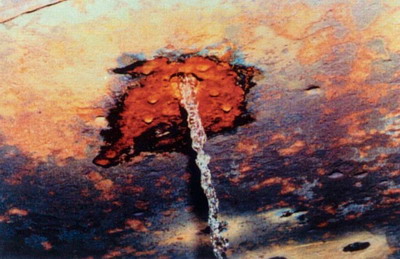
5. Corrosion Diagnosis & Failure Analysis of Underground Fuel Pipes
|
Sent: 16 September 2004 18:06
Subject: fuel pipe corrosion
We have 2 pipe sections that are leaked. They are made of API schedule 40 pipes and are of 8.1 mm thickness and 200 mm dia. The inputs we need are as follows:
1. Did corrosion start from inside out or outside in?
2. The probable cause or causes which triggered the corrosion which led to
the leak/failure i.e. the nature of the corrosion.
3. The likely period as to the initiation of the corrosion.
4. As for the other part of the section which appears to be in good condition,
what would be the estimated remaining shelve life? Basically, we would like
to determine whether this is an isolated incident or there is "more" to come.
This is only the first stage of the inputs required. The second stage study would require a non-destruction manner of assessing the overall health state of the piping network. This would need to be discussed further after the first stage is completed.
Thank you and regards
[name removed]
Back to Top
Back to Examples
|
|
6. Corrosion Advisory on Cr 6+ Chromium Coatings
|
Sent: Monday, May 09, 2005 12:45 AM
Subject: qns on CR VI
I am currently involved in a project to test for chromium VI content in screws. The test method that my company using is by diphenylcarbazide colourometric analyses test kit. When solution containing Cr VI reacts with diphenylcarbazide, solution changes to different pink colour depending on the concentration of Cr VI. I had done several tests to find out how much time is needed for all Cr 6+ in the screw to be dissolved. This is what has been done: 3 screws were placed into 400 cc of distilled water and bring to boil for 3,5, 8,10 mins. Solution is left to cool for 1 hr and tested with the test kit. With the same number of screws and boiling time and about the same plating thickness, the intensity of the colour is different and readings were inconsistent.
Do You have have any advice on the preparation of the testing solution?
Will Cr 6+ ions vaporize when the water boils?
Will heat changes CR 6+ to Cr 3+ even if solution is between pH 5~ 9?
Thank you for your help.
Regards
[name removed]
Back to Top
Back to Examples
|
|
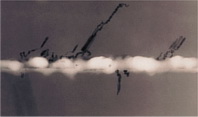
7. Corrosion Testing of Epoxy Coated Weld (Mild
Steel)
|
I have attached a picture of the specimens that we are interested to test and compare the corrosion potential for the epoxy and paint systems on welded mild steel. These specimens have been soaked in brine for 3 months and left in normal environment for about 1.5 years.
Our main objective is to find an easy and efficient method to test the corrosion potential and evaluate the various epoxy-fabric coating system - their performance with respect to normal paint system.
Do you think you can provide a quote to test and monitor the corrosion potential of these 2 specimens and provide a written report? Let me know whether you need more information or queries on this.
Thank you.
[name removed]
Back to Top
Back to Examples
|
|
8. Corrosion Analysis and Corrosion Diagnosis
|
Sent: Wednesday, March 30, 2005 6:21 PM
Subject: Corrosion Analysis
We have a case whereby the customer�s pipes (Galvanized Steel Pipe, Mild Steel Pipe) have signs of corrosion:
- Galvanized Steel Pipe show white rust (spots),
- Mild Steel Pipe show brown rust (spots),
- Painted (red) mild steel pipe show yellow patches.
All of them are being used (in service) in a chemical storage room. The Galvanized Steel Pipe and unpainted Mild Steel Pipe are air ducts. The painted mild steel pipe is the sprinkler system. These corrosion spots are only observed within the room. The pipes run through another room but no signs of corrosion were observed on the pipe in other rooms. We are suspecting the air containing certain chemicals that are causing the observed corrosion. The owner would like to know what chemicals are causing the corrosion and how should the chemicals be stored upon identifying the source of corrosion. Can we have your advice and recommendations please?
Regards,
[name removed]
Back to Top
Back to Examples
|
|
9. Corrosion Failure Analysis and Life Estimation
|
Sent: Tuesday, October 12, 2004 11:54 AM
Subject: ANALYSIS OF BOLTS
I have the following case which will require your analysis. A tensile test was conducted on the bolt. The sample fractured at the center where the gasket was located instead of at the thread. The bolts were used on manhole of a chemical storage tank. These tanks are fibreglass with PVC lining inside. The Dia/Ht is 8 x 19.8 M. Design density is 1.25. Typical 33.4% HCL density is abt 1.17. Machined bolt A4 SS316 for the manhole covers with neoprene gasket were used. We wanted to know:
1. What caused the fracture of the bolt at the gasket area? (i.e. embrittlement, crevice...)
2. What is the approximate lifespan of the bolt (or maintenance plan) if they were to continue using stainless steel?
3. Any recommendation of a better material for the application?
Regards,
[name removed]
Back to Top
Back to Examples
|
|
10. Corrosion Life Prediction of Galvanized Steels
|
Sent: Friday, 11 May 2001 9:12 AM
Subject: Corrosion Prediction
We would like to tests to determine whether steel components for fencing (steel posts, base plates, wire mesh) coated with the following will be able to withstand local weathering conditions for a period of 30 years in the local environment:
- a) normally galvanized
- b) hot dipped galvanised to more than 80micron thickness
- c) coated with "Supercoating" (an Al/Zn alloy)
Kindly forward to us any requirements on your side, price and type of test to be conducted. We look forward to your favourable reply.
regards,
[name removed]
Back to Top
Back to Examples
|
|
11. Corrosion Leach Test
|
Sent: Mon, 21 Aug 2000 14:19:26
Subject: Corrosion of 316L SS and Hastalloy C-276 in 3N H2SO4
I have a coupon for 316L SS and one of Hastalloy C-276. I need to have a leach test performed by a standard method to determine metal lost to solution of 3N H2SO4. I am interested in the qualitative results and well as quantitative. My company is concerned about loss of Nickel into the solution. Please advise.
Bill [name removed] Eng. Manager
Back to Top
Back to Examples
|
|
12. Corrosion
Diagnosis
|
Date: Mon, 21 Aug 2006 03:12:51 -0700 (PDT)
Subject: Icon control panel corrosion
Photos of the corrosion are attached.
The corroded block is Nickle plated mild steel with stainless steel plugs and fittings attached. All tubing and the reservoir are Stainless Steel. The 3,000 psi MWP, pump body is Steel with Stainless Steel bolts and mounting frame.
All paint is supposed to be, two-pak Epoxy with zinc base coat. The Blue paint flaked off very easy indicating poor surface preparation. The white Accumulators appeared to be well painted.
The installation is an Off-Shore drilling rig which may use caustic chemicals. Although this area is not directly exposed to the fluid it may be subject to; splash, spray or wash-down of the drilling fluids.
The unit itself is mounted approximately 20 meters above the Sea with an ambient breeze of about 10 km.
I look forward to your diagnosis and hope to meet you,
Best Regards
[name removed]
Back to Top
Back to Examples |
|
|
Home| Terms & Privacy |
Contact
Us | PDF |
Copyright © 1995-2026. All rights reserved. |